
www.magazine-industry-usa.com
22
'20
Written on Modified on
Contactless Glass Handling
Soft, maintenance-free and clean room compatible handling with ultrasound
Industrial trends and challenges
Construction glass, automotive glass or other special glasses are the largest segments of the growing flat glass industry. Growth drivers such as technological innovation and energy consumption challenge the properties of the various glass products and their production processes.
Technical progress always leads to new, demanding requirements. Substrates are becoming thinner than ever; materials vary from flexible and fragile to specially treated surfaces (e.g. with adhesive). Time and again, processes are carried out in high-temperature environments. All this leads to an additional demand for sophisticated handling solutions.
Challenges in the processing of glass
Contactless handling systems are already available to prevent scratches, marks or damage, often with the help of air bearings. However, there is still a risk of particles being deposited on the surface by movement in the air. In addition, flatness often cannot be guaranteed with materials that are unstable in shape. For some processes, such as surface inspection, the material must be as flat as possible to avoid evaluation errors. With the help of the patented ultrasonic bearing, substrates can float evenly on an air film generated by vibrations and thus be kept contact-free and flat during handling. In addition to gripping, floating support is also possible during the continuous transport of thin glass.

How does the ultrasonic technology work?
The ultrasonic movement of the so-called Sonotrode creates a supporting gas film (air or process gas) between the Sonotrode surface and the substrate. The substrate floats on the resulting gas film at intervals of 10 - 150μm, depending on the application. In special cases, higher hovering heights can also be achieved. By using buoyancy forces due to vacuum, handling from above is also possible. In this way any mechanical surface contact is avoided.
The physics of the ultrasonic bearing results from the flow dynamics and not from acoustic principles. The gas pressure in the gap between the workpiece and the vibrating surface increases due to the cyclic compression and decompression of the thin gas film. It is therefore necessary to realize a uniform oscillation pattern in order to generate constant floating forces over the entire Sonotrode. The vibrations are not transmitted into the substrates and do not lead to any impairment of the substrate material.
Advantages
With the repulsive forces of the ultrasonic bearings, the substrate can be moved without any friction even at very high speeds. In combination with vacuum, attractive forces can be applied simultaneously, which allows handling from above. In addition, flexible materials can be "smoothed" without contact by this technique, i.e. they can be held in a uniformly centered position.
The force profile of ZS-Handling handling systems is similar to that of a conventional air bearing, but no compressed air supply is required. This means, for example, that in a clean room environment the laminar air flow - unlike with Bernoulli grippers - is not disturbed by high flow velocities, no particles can penetrate through external air or via pipes and in new production lines the costs for the compressed air supply can be saved.
The purity requirements for the production and processing of glass are very high. The handling systems from ZS-Handling can be used in clean room classes up to ISO 1.
y avoiding surface contact and without dynamic turbulence in the ambient gas, no damage, micro-scratches, micro-cracks or contamination can damage the substrate. Handling on machined or coated surfaces is possible without contact, allowing more degrees of freedom in process and machine design. During handling, a high level of flatness of the substrate is also achieved.
The systems can be used in all atmospheric processes and in up to 20% partial vacuum processes. This requires fewer resources, such as energy or compressed air, than a standard air bearing. This has a positive effect on the energy and cost balance for the handling systems of ZS-Handling.
Another advantage is the optional temperature control of the handling system of ZS-Handling. In order to realize drying processes optimally, glasses are moved through several heating and cooling zones. Precise temperature control is necessary for an optimal process result. For example, in the first zone the temperature is regulated between 40° and 100°, in the second between 80° and 180°. The ultrasonic tabletops are heated from the underside with a ceramic infrared radiator. In addition, each table is further divided into individually controlled heating zones. In the third zone the tables are cooled by a cooling water circuit under the table surface.
Exemplary requirements of a use case:
The glass substrate, which is to be gripped with a gripper and deposited again, has a size of 1500 x 925 mm and a thickness of 200 μm. It is flexible and consists of four laminated layers (PET/PET/PI/PET). The flatness before gripping is approx. +/- 0.5 mm. The glass foil is to be gripped, checked with inspection cameras, and deposited at another location.
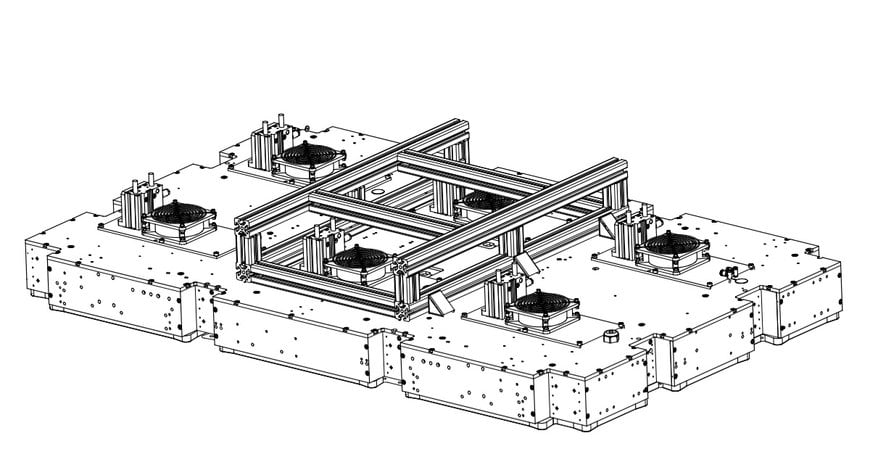
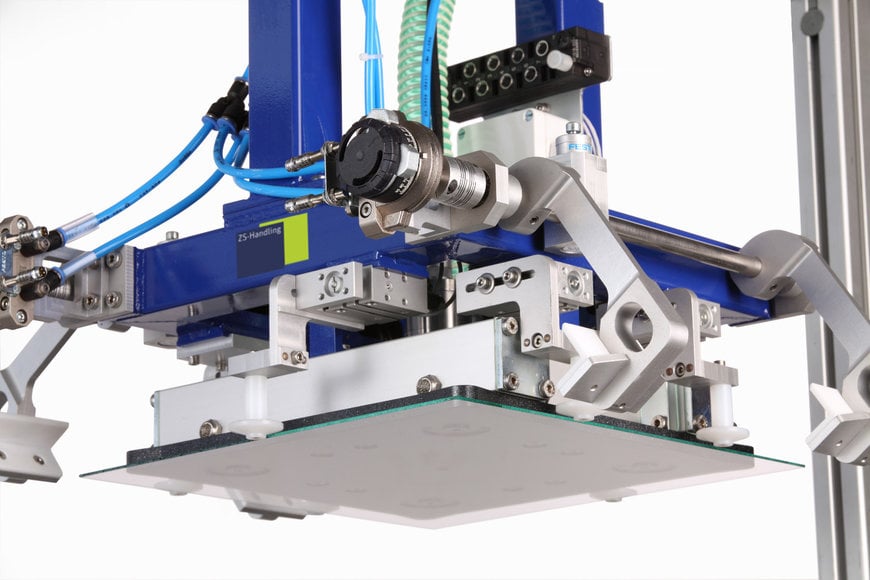
The solution from ZS-Handling
The ZS-Handling solution includes the RobotOverhead gripper including holder and electronics. It consists of three Sonotrodes with vacuum chamber, which are held together in a housing. In order to produce a uniform repulsion by ultrasound and suction by vacuum, many small holes are distributed over the Sonotrode. This also smoothen the glass foil. In total, the gripper measures 1600 x 1025 mm with lateral openings for edge stops, sensors and cameras for inspection. The height is approx. 100 mm, with fans and valves for switching the vacuum on and off approx. 250 mm. With the uniform ultrasonic oscillations of the Sonotrode, a flatness of +/- 75 µm can be achieved over the entire substrate.
Summary
The complete process sequence in glass production and processing is fully automated. With the help of ultrasonic oscillations, thin glass is held in a flat position on the evenly generated air film, so that scratches or any other contact is avoided. Furthermore, the laminar air flow in the clean room is not impaired by turbulence, thus preventing the transfer of particles.
